Equipment Maintenance
Introduction to Welding Equipment Maintenance
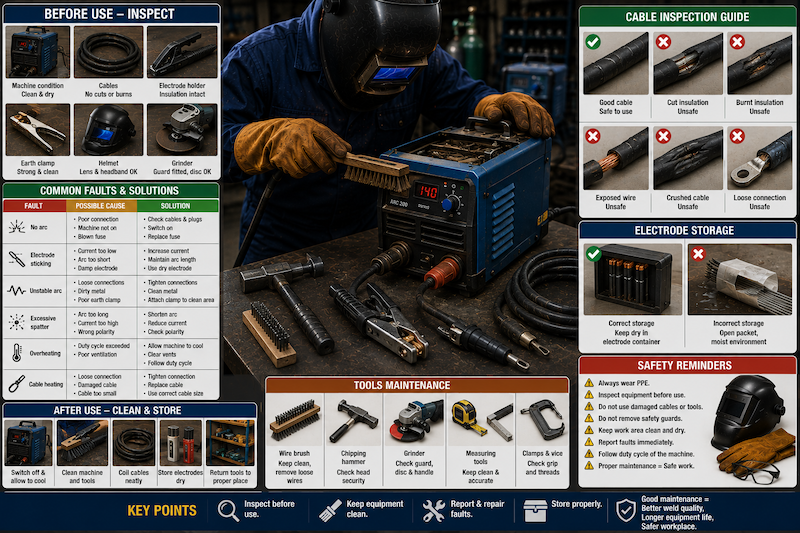
Welding equipment maintenance is the regular care, inspection, cleaning, testing, and safe storage of welding machines, cables, electrode holders, earth clamps, grinders, tools, and accessories.
A welder does not only use equipment. A professional welder also protects equipment, checks it before use, reports faults early, and stores it properly after work. Poorly maintained welding equipment can cause electric shock, unstable arc, overheating, poor weld quality, machine failure, fire, burns, downtime, and unnecessary repair cost.
This module focuses on routine maintenance of arc welding equipment, cable inspection, troubleshooting common faults, and proper storage of equipment.
Why Equipment Maintenance Matters
Good maintenance helps to:
- Keep welding equipment safe.
- Prevent electric shock.
- Reduce fire risk.
- Improve weld quality.
- Prevent machine breakdown.
- Reduce repair costs.
- Extend equipment life.
- Improve arc stability.
- Reduce downtime.
- Keep the workshop organised.
- Build professional work habits.
A good welder should be able to identify unsafe equipment before it causes harm.
Main Equipment That Requires Maintenance
Common welding equipment and tools that require maintenance include:
| Equipment | Maintenance Focus |
|---|---|
| Welding machine | Cleaning, cooling, terminals, controls, fan, power cable |
| Welding cables | Insulation, cuts, burns, loose connections |
| Electrode holder | Insulation, grip, jaws, heat damage |
| Earth clamp | Spring tension, contact surface, cable connection |
| Welding helmet | Lens, headband, shell condition |
| Welding gloves and PPE | Holes, burns, dryness, cleanliness |
| Electrodes | Dry storage, coating condition |
| Angle grinder | Disc, guard, handle, switch, cable, ventilation |
| Chipping hammer | Handle and head security |
| Wire brush | Loose wires and handle condition |
| Measuring tools | Cleanliness, accuracy, damage |
| Clamps and vices | Grip, thread condition, alignment |
| Welding table | Clean surface, stability, safe earthing where required |
Maintenance should cover both electrical safety and work quality.
Types of Maintenance
There are different types of maintenance used in workshops.
| Type | Meaning | Welding Example |
|---|---|---|
| Routine maintenance | Regular care done before and after work | Cleaning machine, checking cables |
| Preventive maintenance | Planned maintenance to prevent faults | Scheduled inspection of machines and tools |
| Corrective maintenance | Repair done after a fault is found | Replacing damaged electrode holder |
| Breakdown maintenance | Repair after equipment fails | Machine repair after overheating failure |
| Predictive maintenance | Maintenance based on signs of wear or condition | Replacing cable before full failure |
For beginner welders, the focus is mainly routine and preventive maintenance.
Responsibilities for Maintenance
Maintenance is a shared responsibility.
| Person | Responsibility |
|---|---|
| Trainee welder | Inspect before use, use equipment properly, clean after use, report faults |
| Trainer / supervisor | Confirm equipment safety, guide trainees, remove unsafe tools from use |
| Maintenance technician | Repair machines, test electrical equipment, replace damaged parts |
| Storekeeper | Issue and receive equipment properly, keep records |
| Workshop manager | Ensure maintenance schedule, safe storage, and replacement of unsafe equipment |
Trainees should not attempt electrical repairs unless they are trained and authorised.
Daily Pre-Use Inspection
Before using welding equipment, inspect it carefully.
Check:
- Welding machine is clean and dry.
- Power cable is not damaged.
- Welding cables are not cut, burnt, or exposed.
- Electrode holder is insulated and grips properly.
- Earth clamp is strong and clean.
- Cable connectors are tight.
- Machine ventilation is not blocked.
- Machine controls are working.
- PPE is complete and in good condition.
- Grinder guard is fitted.
- Grinder disc is correct and not cracked.
- Work area is clean and dry.
- Fire extinguisher is accessible.
If any item is unsafe, do not use it. Report it immediately.
Daily After-Use Maintenance
After welding:
- Switch off the welding machine.
- Allow the machine to cool if it has been used heavily.
- Remove electrode stub from holder.
- Coil cables neatly.
- Clean electrode holder and earth clamp.
- Remove slag and metal waste from the work area.
- Return electrodes to dry storage.
- Store tools in their correct place.
- Check if any equipment was damaged during use.
- Report faults to the trainer or supervisor.
- Replace used consumables where required.
- Leave the work area clean and safe.
The job is not complete until the equipment and work area are properly cleaned and stored.
Routine Maintenance of Welding Machines
The welding machine is the main power source and must be treated carefully. It should be kept clean, dry, and well-ventilated.
Basic machine maintenance includes:
- Wipe dust from the outside.
- Keep the machine away from water.
- Keep ventilation openings clear.
- Do not block the cooling fan.
- Check the power cable.
- Check output terminals.
- Check connectors.
- Keep the machine on a stable surface.
- Do not overload the machine.
- Respect the duty cycle.
- Do not drag the machine by its cables.
- Store in a dry place after use.
A welding machine that is abused will eventually fail or become unsafe.
Machine Cleaning
Dust, grinding particles, metal filings, and dirt can enter the machine and affect cooling or electrical components.
Cleaning rules:
- Switch off and disconnect before cleaning.
- Wipe the outside with a dry cloth.
- Keep vents clear.
- Do not pour water on the machine.
- Do not use wet cloth near electrical parts.
- Do not open the machine casing without authorisation.
- Report heavy dust build-up to a competent person.
Only trained personnel should clean inside the machine.
Machine Ventilation and Cooling
Welding machines produce heat during operation. They need airflow to cool internal parts.
To protect cooling:
- Keep the fan area open.
- Do not cover the machine while working.
- Do not place the machine against a wall that blocks airflow.
- Do not operate in a dusty enclosed corner.
- Stop if overheating light comes on.
- Allow machine to cool before restarting.
- Do not exceed duty cycle.
Overheating can damage internal components.
Duty Cycle Awareness
Duty cycle is the amount of time a welding machine can weld within a 10-minute period at a specific current without overheating.
Example:
- 60% duty cycle means the machine can weld for 6 minutes and rest for 4 minutes.
- 40% duty cycle means the machine can weld for 4 minutes and rest for 6 minutes.
Ignoring duty cycle may cause machine shutdown or damage. Trainees should not keep welding continuously at high current without allowing rest time.
Welding Machine Power Cable
The power cable supplies electricity to the welding machine.
Check:
- No cuts.
- No exposed wires.
- Plug is not burnt.
- Cable is not crushed.
- Cable is not stretched.
- Cable is not lying in water.
- Plug fits properly.
- No unusual heating.
- No smell of burning insulation.
A damaged power cable is dangerous and should be removed from use immediately.
Machine Terminals and Connectors
Output terminals connect the welding cables to the machine.
Check:
- Terminals are tight.
- No burn marks.
- No loose sockets.
- No melted insulation.
- Connectors fit properly.
- No excessive heating.
- Polarity markings are visible where applicable.
Loose terminals can cause heat, sparking, voltage loss, unstable arc, and damage.
Routine Maintenance of Welding Cables
Welding cables carry high welding current. They must be flexible, well-insulated, and properly connected.
Cable maintenance includes:
- Inspect insulation before use.
- Check for cuts and burns.
- Check for exposed copper.
- Check for crushed sections.
- Check cable ends.
- Keep cables away from sharp edges.
- Keep cables away from hot metal.
- Keep cables away from oil and water.
- Do not drive over cables.
- Coil cables neatly after use.
- Report damaged cables immediately.
Cables are one of the most important safety items in arc welding.
Cable Inspection
Inspect welding cables from end to end.
Look for:
- Cracks.
- Cuts.
- Burn marks.
- Exposed copper.
- Soft or melted insulation.
- Loose cable lugs.
- Poor temporary repairs.
- Overheating.
- Kinks.
- Oil damage.
- Cable flattened by heavy objects.
Do not ignore small cable damage. Small damage can become a serious electrical hazard.
Cable Connection Maintenance
Poor cable connection can cause unstable welding and overheating.
Check:
- Connectors are clean.
- Cable lugs are tight.
- No loose strands.
- No burnt connection points.
- Terminals are properly tightened.
- Cable is firmly attached to holder and clamp.
- Connector size matches machine socket.
A loose connection should be corrected before welding starts.
Proper Cable Handling
Good cable handling prevents damage.
Rules:
- Do not pull the machine by the cable.
- Do not drag cables over sharp metal.
- Do not use cables for lifting.
- Do not wrap live cables around your body.
- Do not run cables through water.
- Do not place hot metal on cables.
- Do not leave cables in walkways.
- Do not knot cables tightly.
- Coil cables loosely and neatly after use.
A cable that is handled properly lasts longer and is safer.
Electrode Holder Maintenance
The electrode holder carries current and holds the electrode. It must be properly insulated and able to grip the electrode securely.
Check:
- Insulation is not cracked.
- Jaws grip firmly.
- Handle is not loose.
- No exposed conductive parts where the hand holds.
- No overheating.
- Cable connection is tight.
- Spring action works properly.
- Holder is rated for the current being used.
Do not use an electrode holder with broken insulation.
Common Electrode Holder Faults
Common faults include:
- Loose electrode grip.
- Cracked handle.
- Burnt jaws.
- Weak spring.
- Exposed metal near grip area.
- Loose cable connection.
- Overheating.
- Electrode slipping during welding.
These faults can cause poor arc control, burns, or electric shock.
Earth Clamp Maintenance
The earth clamp completes the welding circuit. A poor earth clamp can cause unstable arc, overheating, poor weld quality, and electrical hazards.
Check:
- Clamp spring is strong.
- Jaws are clean.
- Copper contact area is not badly burnt.
- Cable connection is tight.
- Clamp opens and closes properly.
- Clamp grips metal firmly.
- No broken parts.
- No excessive heating during use.
The earth clamp should be attached to clean bare metal, not painted or rusty surfaces.
Cleaning the Earth Clamp
The earth clamp contact surface should be kept clean.
Steps:
- Switch off the machine.
- Remove the clamp from the workpiece.
- Brush or file dirty contact surfaces where needed.
- Remove heavy rust or spatter.
- Check the cable connection.
- Reattach to clean metal before welding.
A clean earth clamp improves arc stability.
Welding Helmet Maintenance
The welding helmet protects the eyes and face. It must be kept in good condition.
Check:
- Helmet shell is not cracked.
- Lens is not cracked.
- Lens is clean.
- Shade is suitable for welding.
- Headband is secure.
- Auto-darkening function works, if applicable.
- Battery or solar panel is functioning, if applicable.
- No gaps allow arc light to enter.
- Helmet is stored away from heavy objects.
Do not use a helmet with a damaged lens.
Welding Gloves and Protective Clothing Maintenance
PPE must be maintained because damaged PPE exposes the welder to burns, sparks, and electric shock.
Check gloves for:
- Holes.
- Burns.
- Wetness.
- Oil contamination.
- Torn seams.
- Thin worn areas.
Check clothing for:
- Synthetic material.
- Oil or grease.
- Large holes.
- Burn damage.
- Loose hanging parts.
- Exposed skin areas.
Wet gloves and oily clothing are unsafe for welding.
Electrode Storage Maintenance
Electrodes must be stored correctly to prevent moisture damage.
Good storage practice:
- Keep electrodes dry.
- Store in original packaging.
- Close packets after use.
- Keep off the floor.
- Keep away from water and oil.
- Do not mix electrode types.
- Label storage containers clearly.
- Use electrode oven for low-hydrogen electrodes where required.
- Do not use electrodes with broken flux coating.
- Do not use damp electrodes for important work.
Poor electrode storage can cause porosity, unstable arc, cracking, and weak welds.
Angle Grinder Maintenance
Angle grinders are widely used in welding workshops for cutting, grinding, cleaning, and finishing. They must be inspected and maintained carefully.
Check:
- Guard is fitted.
- Side handle is fitted.
- Power cable is not damaged.
- Switch works properly.
- Disc is correct for the job.
- Disc is not cracked or expired.
- Lock nut is tight.
- Ventilation slots are clear.
- No unusual vibration.
- No unusual noise.
- Tool body is not cracked.
A grinder should never be used without its guard.
Grinder Disc Inspection
Before using a disc:
- Confirm it is the correct disc type.
- Check for cracks.
- Check for chips.
- Check expiry date where marked.
- Check correct size.
- Check speed rating matches grinder speed.
- Ensure disc is mounted correctly.
- Do not use wet or damaged discs.
- Do not use cutting discs for side grinding.
Damaged discs can break at high speed and cause serious injury.
Chipping Hammer Maintenance
A chipping hammer is used to remove slag.
Check:
- Hammer head is secure.
- Handle is not cracked.
- Pointed end is not broken dangerously.
- Chisel end is not mushroomed or damaged.
- Grip is firm.
- Hammer is clean and easy to handle.
Do not use a hammer with a loose head.
Wire Brush Maintenance
A wire brush is used for cleaning metal and weld beads.
Check:
- Wires are not excessively worn.
- Wires are not falling out.
- Handle is not broken.
- Brush is clean.
- Brush is suitable for the metal type.
For stainless steel work, use a dedicated stainless steel brush to avoid contamination.
Measuring Tool Maintenance
Measuring tools must be accurate and clean.
Care tips:
- Do not use tape measure as a clamp or rope.
- Do not use steel rule as a lever.
- Keep try square straight and undamaged.
- Store measuring tools away from hot metal.
- Keep markings readable.
- Avoid dropping measuring tools.
- Clean after use.
- Check accuracy regularly.
A damaged measuring tool can cause wrong fabrication dimensions.
Clamp and Vice Maintenance
Clamps and vices help hold workpieces securely.
Check:
- Threads move freely.
- Handles are not bent.
- Jaws grip properly.
- No cracks in clamp body.
- Magnetic squares are clean.
- Vice is firmly mounted.
- Clamps are not covered in spatter.
- Moving parts are lightly lubricated where appropriate.
Poor clamping can cause misalignment and unsafe movement.
Welding Table Maintenance
The welding table should be stable, clean, and safe.
Check:
- Table is firm and level.
- Surface is not covered in excessive slag.
- No flammable materials on table.
- No oil or grease on surface.
- Earth connection point is clean where applicable.
- No sharp offcuts left behind.
- No hot metal left unattended.
- Table area is organised.
A clean welding table improves safety and fit-up.
Troubleshooting Common Welding Faults
Troubleshooting means identifying the cause of a problem and correcting it safely.
Common welding equipment problems include:
- No arc.
- Electrode sticking.
- Unstable arc.
- Excessive spatter.
- Poor penetration.
- Machine overheating.
- Cable heating.
- Electrode holder heating.
- Poor earth connection.
- Machine not powering on.
- Grinder vibration.
- Grinder not starting.
A trainee should troubleshoot basic issues but must not repair electrical faults without authorisation.
Troubleshooting: Machine Does Not Power On
Possible causes:
- Power supply is off.
- Plug is loose.
- Circuit breaker has tripped.
- Power cable is damaged.
- Machine switch is faulty.
- Internal machine fault.
Basic action:
- Do not open the machine.
- Check power source safely.
- Confirm plug connection.
- Check if breaker has tripped.
- Report to trainer or maintenance technician.
- Tag the machine out of service if unsafe.
Do not keep switching a faulty machine on and off repeatedly.
Troubleshooting: No Arc
Possible causes:
- Machine not switched on.
- Poor cable connection.
- Poor earth clamp connection.
- Electrode not making contact.
- Broken cable.
- Wrong machine setting.
- Electrode holder fault.
Basic action:
- Check machine power.
- Check cable connections.
- Clean and reposition earth clamp.
- Check electrode holder grip.
- Check electrode condition.
- Ask trainer if problem continues.
Do not touch live parts with bare hands.
Troubleshooting: Electrode Keeps Sticking
Possible causes:
- Current too low.
- Arc length too short.
- Poor arc striking technique.
- Damp electrode.
- Dirty workpiece.
- Poor earth connection.
- Wrong electrode size.
- Wrong polarity.
Correction:
- Increase current slightly within safe range.
- Clean the workpiece.
- Check earth clamp.
- Use dry electrode.
- Improve striking technique.
- Maintain correct arc length.
- Confirm polarity where required.
Electrode sticking is common for beginners, but equipment setup should still be checked.
Troubleshooting: Unstable Arc
Possible causes:
- Loose cable connection.
- Poor earth clamp.
- Dirty or painted metal.
- Damp electrode.
- Wrong current setting.
- Wrong polarity.
- Damaged cable.
- Electrode holder fault.
Correction:
- Tighten connections.
- Attach earth clamp to clean metal.
- Clean the workpiece.
- Replace electrode.
- Adjust current.
- Check polarity.
- Report damaged cables.
Stable arc depends on good electrical connection and clean metal.
Troubleshooting: Excessive Spatter
Possible causes:
- Arc length too long.
- Current too high.
- Wrong polarity.
- Damp electrode.
- Dirty metal.
- Poor earth connection.
- Wrong electrode type.
Correction:
- Shorten arc length.
- Reduce current slightly.
- Check polarity.
- Use dry electrodes.
- Clean the metal.
- Improve earth clamp connection.
- Confirm electrode suitability.
Spatter is not only a cleaning issue; it can show poor technique or poor setup.
Troubleshooting: Poor Penetration
Possible causes:
- Current too low.
- Travel speed too fast.
- Electrode too small.
- Poor joint preparation.
- Wrong electrode angle.
- Poor root gap.
- Dirty metal.
Correction:
- Increase current within range.
- Slow travel speed.
- Use correct electrode size.
- Improve edge preparation.
- Direct arc into joint root.
- Set correct root gap.
- Clean metal properly.
Poor penetration can lead to weak joints.
Troubleshooting: Machine Overheating
Possible causes:
- Duty cycle exceeded.
- Ventilation blocked.
- Fan not working.
- Dust inside machine.
- Current too high for machine rating.
- Machine placed in hot or enclosed area.
- Internal fault.
Correction:
- Stop welding.
- Allow machine to cool.
- Clear ventilation area.
- Check fan operation externally.
- Reduce workload.
- Follow duty cycle.
- Report repeated overheating.
Do not pour water on a hot welding machine.
Troubleshooting: Cable Gets Hot
Possible causes:
- Loose connection.
- Cable too small for current.
- Damaged cable.
- Poor cable joint.
- Excessive current.
- Long welding time.
- Cable coiled tightly while welding.
Correction:
- Stop welding.
- Allow cable to cool.
- Check connections.
- Uncoil cable properly.
- Report cable damage.
- Use correct cable size.
- Do not continue if cable overheats.
A hot cable can become a fire or shock hazard.
Troubleshooting: Electrode Holder Gets Hot
Possible causes:
- Loose cable connection.
- Holder not rated for current.
- Poor jaw contact.
- Excessive current.
- Long continuous welding.
- Worn or damaged holder.
Correction:
- Stop welding.
- Allow holder to cool.
- Check holder condition.
- Check cable connection.
- Use correct holder rating.
- Report damaged holder.
Do not cool electrode holders by dipping them in water.
Troubleshooting: Poor Earth Connection
Signs of poor earth connection include:
- Difficult arc starting.
- Unstable arc.
- Excessive spatter.
- Clamp heating.
- Weak or inconsistent arc.
- Sparking at clamp area.
- Poor weld quality.
Correction:
- Attach clamp to clean bare metal.
- Remove paint, rust, and scale.
- Move clamp closer to welding area.
- Tighten cable connection.
- Clean clamp jaws.
- Replace weak clamp if needed.
A poor earth clamp is one of the most common causes of welding problems.
Troubleshooting: Grinder Vibrates
Possible causes:
- Damaged disc.
- Disc mounted incorrectly.
- Wrong disc size.
- Bent spindle.
- Loose lock nut.
- Worn bearing.
- Tool dropped or damaged.
Correction:
- Stop immediately.
- Disconnect power.
- Inspect disc.
- Replace damaged disc.
- Check lock nut.
- Report tool if vibration continues.
Do not use a vibrating grinder.
Troubleshooting: Grinder Does Not Start
Possible causes:
- Power supply off.
- Plug loose.
- Cable damaged.
- Switch faulty.
- Brushes worn.
- Internal fault.
Basic action:
- Check power supply safely.
- Check plug.
- Inspect visible cable condition.
- Do not open tool unless authorised.
- Report to trainer or technician.
Faulty power tools should be removed from use.
Tagging Faulty Equipment
Unsafe equipment should be clearly marked and removed from use.
A tag may say:
- Do Not Use.
- Faulty Equipment.
- Awaiting Repair.
- Reported to Supervisor.
- Date and name of person reporting.
Tagging prevents another person from using damaged equipment by mistake.
Basic Maintenance Records
A workshop should keep maintenance records.
Records may include:
- Equipment name.
- Equipment number.
- Date inspected.
- Condition found.
- Faults reported.
- Repairs done.
- Parts replaced.
- Name of inspector.
- Next inspection date.
- Remarks.
Records help track repeated faults and maintenance needs.
Equipment Maintenance Checklist
| Item | Check |
|---|---|
| Welding machine | Clean, dry, vents clear, no visible damage |
| Power cable | No cuts, burns, exposed wires, or loose plug |
| Welding cables | No exposed copper, cracks, burns, or overheating |
| Electrode holder | Good insulation, firm grip, no overheating |
| Earth clamp | Strong grip, clean contact, tight cable |
| Connectors | Tight, clean, not burnt |
| Helmet | Lens clean, no cracks, headband secure |
| Gloves | Dry, no holes, no oil |
| Electrodes | Dry, labelled, stored properly |
| Grinder | Guard fitted, handle fitted, disc safe |
| Chipping hammer | Head secure, handle safe |
| Wire brush | Wires secure, handle safe |
| Measuring tools | Clean, readable, not bent |
| Clamps | Grip properly, threads working |
| Work area | Clean, dry, no waste or hazards |
Proper Storage of Welding Equipment
Proper storage protects tools from damage, moisture, dust, theft, and misuse.
Storage rules:
- Store welding machine in a dry place.
- Keep machine away from rain and water.
- Coil cables neatly.
- Hang cables where possible.
- Store electrode holder safely.
- Store earth clamp away from dirt and moisture.
- Keep electrodes in dry containers.
- Keep PPE clean and dry.
- Store helmets away from heavy objects.
- Keep grinders in a safe place.
- Store discs flat or as recommended.
- Return tools to racks or toolboxes.
- Keep measuring tools protected.
- Do not leave tools on the floor.
Good storage is part of maintenance.
Storage of Welding Machines
When storing welding machines:
- Switch off and disconnect power.
- Let the machine cool.
- Clean external dust.
- Keep vents clear.
- Store in dry area.
- Protect from rain and moisture.
- Avoid stacking heavy objects on it.
- Avoid storing near chemicals.
- Keep away from grinding dust where possible.
- Cover only when cool and not in use.
Moisture and dust shorten machine life.
Storage of Welding Cables
Cable storage rules:
- Coil cables loosely.
- Avoid tight knots.
- Do not hang cables on sharp edges.
- Keep away from hot metal.
- Keep away from oil and water.
- Do not place heavy objects on cables.
- Store in a dry location.
- Inspect before next use.
A cable that is badly stored will fail faster.
Storage of Electrodes
Electrode storage rules:
- Keep dry.
- Keep labelled.
- Store by type and size.
- Do not mix E6013, E7018, and other electrodes without labels.
- Keep low-hydrogen electrodes in proper dry storage.
- Close containers after use.
- Do not leave electrodes on the welding table overnight.
- Do not leave electrode packets open in humid areas.
Electrode storage affects weld quality.
Storage of Grinders and Discs
Grinder storage rules:
- Disconnect power after use.
- Allow disc to stop fully.
- Clean dust from tool.
- Store in a dry area.
- Do not leave grinder on the floor.
- Do not store with pressure on the disc.
- Keep discs dry.
- Store discs away from impact.
- Do not mix cutting and grinding discs carelessly.
- Remove damaged discs from service.
Good disc storage prevents breakage and accidents.
Workshop Housekeeping
Maintenance also includes keeping the workshop organised.
Good housekeeping includes:
- Remove electrode stubs.
- Clear metal offcuts.
- Dispose of broken discs.
- Sweep grinding dust where required.
- Keep walkways clear.
- Coil cables.
- Return tools.
- Keep flammable materials away from welding areas.
- Keep fire extinguishers accessible.
- Keep first aid kit accessible.
- Keep emergency exits clear.
A clean workshop is safer and more productive.
Environmental Care
Welding equipment maintenance should also consider the environment.
Good practices:
- Dispose of electrode stubs properly.
- Dispose of broken discs safely.
- Separate metal scrap for recycling where possible.
- Avoid oil spills.
- Do not pour chemicals into drains.
- Reduce waste of electrodes and materials.
- Keep dust and fumes controlled.
- Store chemicals safely.
- Report spills immediately.
A professional workshop protects people, equipment, and the environment.
Preventing Equipment Damage
To prevent damage:
- Use tools for their intended purpose.
- Do not overload machines.
- Do not remove safety guards.
- Do not drag cables over sharp metal.
- Do not drop electrode holders.
- Do not expose machines to rain.
- Do not use wet electrodes.
- Do not force grinder discs.
- Do not use measuring tools as hammers.
- Do not leave hot metal on cables or tools.
- Do not allow untrained people to use equipment.
Most equipment damage comes from careless handling.
Signs Equipment Should Be Removed From Use
Remove equipment from use if:
- Cable has exposed wire.
- Electrode holder insulation is broken.
- Earth clamp is loose or burnt.
- Machine smokes or smells burnt.
- Machine gives electric shock.
- Machine overheats repeatedly.
- Grinder disc is cracked.
- Grinder guard is missing.
- Helmet lens is cracked.
- Gloves are wet, oily, or torn.
- Power plug is burnt.
- Tool vibrates abnormally.
- Equipment makes unusual noise.
Unsafe equipment should not remain in the workshop for others to use.
Common Maintenance Mistakes
Avoid these mistakes:
- Not inspecting equipment before use.
- Using damaged cables.
- Ignoring loose connectors.
- Leaving machines in dusty or wet areas.
- Blocking cooling vents.
- Exceeding duty cycle.
- Coiling cables tightly while welding.
- Dipping hot holders in water.
- Using cracked grinder discs.
- Removing grinder guards.
- Leaving electrodes open to moisture.
- Storing tools on the floor.
- Failing to report faults.
- Making unsafe temporary repairs.
- Hiding damaged equipment.
What a Welding Trainee Should Never Do
A welding trainee should never:
- Use faulty equipment.
- Repair electrical equipment without authorisation.
- Open welding machine casing.
- Use exposed welding cables.
- Use broken electrode holders.
- Use damaged earth clamps.
- Continue welding when cables are overheating.
- Use a grinder without guard.
- Use cracked or wrong discs.
- Store electrodes in wet places.
- Leave hot metal on cables.
- Drag a welding machine by its cables.
- Hide equipment faults.
- Remove “Do Not Use” tags.
- Ignore unusual smell, smoke, shock, or sparking.
Practical Exercise 1: Welding Machine Inspection
Task:
Inspect a welding machine before use.
Trainees should check:
- Machine body.
- Power cable.
- Output terminals.
- Current control.
- Cooling vents.
- Fan area.
- Warning lights.
- Machine placement.
- General cleanliness.
Assessment:
- Trainee should identify whether the machine is safe to use.
- Trainee should report any fault clearly.
Practical Exercise 2: Cable Inspection
Task:
Inspect welding cables from end to end.
Trainees should check:
- Insulation damage.
- Burn marks.
- Exposed copper.
- Loose lugs.
- Poor repairs.
- Cable overheating signs.
- Connector condition.
Assessment:
- Trainee should identify damaged cable conditions.
- Trainee should explain why damaged cables are dangerous.
Practical Exercise 3: Electrode Holder and Earth Clamp Check
Task:
Inspect electrode holder and earth clamp.
Trainees should check:
- Holder insulation.
- Holder jaw grip.
- Cable connection.
- Clamp spring strength.
- Clamp contact surface.
- Clamp cable connection.
Assessment:
- Trainee should explain how poor holder or clamp condition affects safety and weld quality.
Practical Exercise 4: Grinder Inspection
Task:
Inspect an angle grinder before use.
Trainees should check:
- Guard.
- Side handle.
- Cable.
- Disc type.
- Disc condition.
- Switch.
- Body condition.
- Ventilation slots.
Assessment:
- Trainee should identify unsafe grinder conditions and explain what to do.
Practical Exercise 5: Troubleshooting Poor Arc
Task:
Trainer creates a controlled poor-arc scenario, such as poor earth connection or dirty clamp point.
Trainees should identify:
- Arc instability.
- Possible earth issue.
- Dirty contact point.
- Loose connection.
- Correction needed.
Assessment:
- Trainee should troubleshoot safely without touching live parts.
- Trainee should correct basic setup issues under supervision.
Practical Exercise 6: Equipment Storage and Housekeeping
Task:
After welding practice, trainees clean and store all equipment.
Trainees should:
- Switch off machine.
- Remove electrode stub.
- Coil cables.
- Store holder and clamp.
- Return tools.
- Store electrodes dry.
- Clean bench.
- Dispose of stubs and waste.
- Inspect for damage.
Assessment:
- Work area should be clean.
- Equipment should be stored correctly.
- Faults should be reported.
Real-Life Scenario
A trainee notices that the welding arc is unstable and the cable near the machine connector feels warm. Instead of continuing to weld, he stops and calls the trainer. Together, they inspect the connection and find that the cable plug is loose and slightly burnt.
The trainer removes the cable from use and tags it for repair. A safe replacement cable is fitted. The trainee then checks the earth clamp, cleans the contact area, and resumes welding with a stable arc.
The key lesson is that maintenance is not only about fixing broken equipment. It is about noticing warning signs early and stopping unsafe work before an accident happens.
Maintenance Reporting Example
A simple equipment fault report may include:
| Information | Example |
|---|---|
| Date | 12 August 2026 |
| Equipment | Welding cable |
| Fault found | Exposed copper near connector |
| Action taken | Removed from use and reported |
| Reported by | Trainee name |
| Received by | Trainer / supervisor |
| Repair status | Awaiting replacement |
Clear reporting helps the workshop track equipment condition.
Practical Skill Checklist
| Skill | Competent |
|---|---|
| Explains why equipment maintenance is important | |
| Inspects welding machine before use | |
| Checks power cable safely | |
| Checks welding cables for damage | |
| Identifies unsafe cable condition | |
| Inspects electrode holder | |
| Inspects earth clamp | |
| Cleans earth clamp contact area | |
| Explains duty cycle awareness | |
| Identifies overheating warning signs | |
| Inspects welding helmet | |
| Checks gloves and PPE condition | |
| Inspects angle grinder | |
| Identifies damaged grinder disc | |
| Troubleshoots basic poor arc problems | |
| Reports faulty equipment | |
| Tags unsafe equipment for removal | |
| Stores cables correctly | |
| Stores electrodes correctly | |
| Cleans work area after use |
Quick Recap
Equipment maintenance is essential for safe and quality welding. Welding machines, cables, electrode holders, earth clamps, grinders, PPE, electrodes, tools, and work areas must be inspected, cleaned, maintained, and stored properly. Routine maintenance helps prevent electric shock, unstable arc, overheating, fire, poor weld quality, and equipment breakdown. Trainees should check equipment before use, clean and store tools after use, report faults immediately, and never use damaged equipment. Common faults such as no arc, electrode sticking, unstable arc, overheating, cable heating, poor earth connection, and grinder vibration should be handled safely. A professional welder protects equipment because good equipment supports safe work, better weld quality, and longer tool life.