Electrodes
Introduction to Welding Electrodes
A welding electrode is one of the most important consumables used in arc welding. In manual arc welding, also called stick welding or SMAW, the electrode carries electrical current from the electrode holder to the workpiece. The electric arc melts the electrode and the base metal, forming a molten weld pool that solidifies into a welded joint.
In most basic arc welding, the electrode is a metal rod covered with a chemical coating called flux. The core wire melts and becomes part of the weld metal, while the flux coating protects the molten weld from air contamination, helps stabilise the arc, forms slag, and may add useful elements to the weld.
A trainee welder must understand electrode types, sizes, classification, storage, handling, and selection. A wrong electrode can cause poor arc control, weak welds, cracking, porosity, excessive spatter, poor penetration, and weld failure.
Functions of a Welding Electrode
A welding electrode performs several important functions:
- Carries current to create the arc.
- Provides filler metal for the weld joint.
- Melts into the weld pool.
- Helps create the required weld shape.
- Provides shielding through the flux coating.
- Forms slag to protect the weld while cooling.
- Helps stabilise the arc.
- May add alloying elements to improve weld properties.
- Helps control penetration and bead appearance.
Without the correct electrode, even a good welder may struggle to produce a good weld.
Parts of a Stick Welding Electrode
A stick welding electrode has two main parts:
| Part | Description |
|---|---|
| Core wire | The metal rod inside the electrode; it melts and becomes filler metal |
| Flux coating | The outer chemical coating; it protects the weld pool and forms slag |
The bare end of the electrode is fixed into the electrode holder, while the coated end is used to strike and maintain the arc.
What the Flux Coating Does
The flux coating is not decoration. It plays a major role in weld quality.
The flux coating helps to:
- Produce shielding gas around the arc.
- Protect molten metal from oxygen and nitrogen in the air.
- Form slag over the weld bead.
- Stabilise the arc.
- Reduce spatter.
- Control weld penetration.
- Improve weld bead shape.
- Add alloying materials where required.
- Help remove impurities from the weld pool.
After welding, the slag must be chipped and brushed off before inspection or before another weld pass is applied.
Types of Welding Electrodes
Electrodes can be classified in different ways.
Common categories include:
| Category | Description |
|---|---|
| Consumable electrode | Melts and becomes part of the weld |
| Non-consumable electrode | Does not melt into the weld, such as tungsten in TIG welding |
| Bare electrode | No flux coating; rarely used in basic stick welding |
| Flux-coated electrode | Common stick welding electrode with protective coating |
| Mild steel electrode | Used for general mild steel welding |
| Low hydrogen electrode | Used for stronger and more critical welds |
| Stainless steel electrode | Used for stainless steel welding |
| Hardfacing electrode | Used to build wear-resistant surfaces |
| Cast iron electrode | Used for some cast iron repairs |
| Cutting or gouging electrode | Used for cutting or removing metal in special applications |
This module focuses mainly on flux-coated consumable electrodes used for manual arc welding.
Common Mild Steel Electrodes
Mild steel electrodes are the most common electrodes used by beginners and general fabricators. They are used for gates, frames, brackets, structures, repairs, and general workshop jobs.
Common examples include:
| Electrode | General Description |
|---|---|
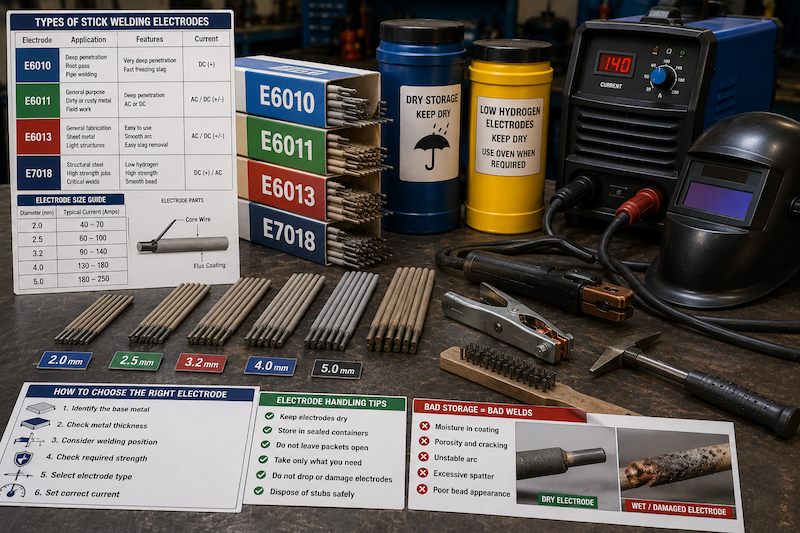
| E6010 | Deep penetration, usually DC, good for root passes and pipe work |
| E6011 | Deep penetration, works on AC or DC, useful on dirty or rusty metal |
| E6012 | Medium penetration, smooth arc, suitable for general work |
| E6013 | Easy to use, smooth arc, common for beginners and light fabrication |
| E7016 | Low hydrogen type, stronger welds, usually requires dry storage |
| E7018 | Low hydrogen, strong welds, used for structural and higher-quality work |
| E7024 | High deposition, flat and horizontal fillet welds, heavy coating |
For beginner training, E6013 is often used because it is easier to strike, has a smooth arc, and produces a neat bead when used correctly.
Electrode Classification
Electrode classification helps welders identify the electrode’s strength, position, coating type, and current requirements.
A common example is:
E6013
This can be understood as:
| Code Part | Meaning |
|---|---|
| E | Electrode |
| 60 | Minimum tensile strength of 60,000 psi |
| 1 | Welding position suitability |
| 3 | Flux coating and current type |
Another example:
E7018
| Code Part | Meaning |
|---|---|
| E | Electrode |
| 70 | Minimum tensile strength of 70,000 psi |
| 1 | Suitable for all positions |
| 8 | Low hydrogen coating, usually used with AC or DC positive depending on manufacturer guidance |
Electrode codes help the welder choose the right electrode for the job.
Understanding the First Letter: E
The letter E means electrode.
This shows that the rod is designed to be used as a welding electrode.
Examples:
- E6013
- E7018
- E6011
- E7016
The letter is followed by numbers that provide more details about the electrode.
Understanding the Strength Number
The first two or three numbers after E show the minimum tensile strength of the weld metal.
Examples:
| Electrode | Strength Meaning |
|---|---|
| E6013 | 60,000 psi minimum tensile strength |
| E7018 | 70,000 psi minimum tensile strength |
| E8018 | 80,000 psi minimum tensile strength |
A higher number does not automatically mean it is the best electrode for every job. The electrode must match the metal, joint design, welding position, and job requirement.
Understanding the Position Number
The next number shows the welding position suitability.
Common examples:
| Number | Meaning |
|---|---|
| 1 | Suitable for all positions |
| 2 | Suitable mainly for flat and horizontal positions |
| 4 | Suitable for flat, horizontal, overhead, and vertical-down, depending on electrode type |
For example, in E6013, the number 1 means it can be used in all positions when applied correctly.
Understanding the Last Number
The last number gives information about the flux coating and current type. It helps the welder know how the electrode behaves and whether it can be used on AC, DC, or both.
This number may indicate:
- Type of flux coating.
- Penetration level.
- Arc characteristics.
- Slag type.
- Recommended current and polarity.
Always check the electrode packet or manufacturer’s guide because specific recommendations may vary.
Common Electrode Sizes
Electrodes come in different diameters. The diameter affects the amount of current needed and the size of the weld bead.
Common sizes include:
| Electrode Diameter | Common Use |
|---|---|
| 2.0 mm | Thin metal, light repair, small jobs |
| 2.5 mm | Light fabrication, beginner practice, thin to medium metal |
| 3.2 mm | General fabrication, thicker plate, common workshop use |
| 4.0 mm | Heavier work, thicker metal, higher current |
| 5.0 mm and above | Heavy industrial work, high deposition |
Beginners often start with 2.5 mm or 3.2 mm electrodes, depending on the training material thickness and machine capacity.
Electrode Size and Current Setting
Each electrode size requires a suitable current range. If the current is too low, the electrode may stick and the weld may lack fusion. If the current is too high, the electrode may overheat, produce excessive spatter, burn through the metal, or create undercut.
General current guide:
| Electrode Size | Approximate Current Range |
|---|---|
| 2.0 mm | 40–70 amps |
| 2.5 mm | 60–100 amps |
| 3.2 mm | 90–140 amps |
| 4.0 mm | 130–180 amps |
| 5.0 mm | 180–250 amps |
These are general ranges. Actual settings depend on electrode type, welding position, metal thickness, joint design, and machine condition.
Matching Electrode Size to Metal Thickness
A basic guide:
| Metal Thickness | Suggested Electrode Size |
|---|---|
| Thin sheet metal | 2.0 mm or 2.5 mm |
| 3 mm to 5 mm plate | 2.5 mm or 3.2 mm |
| 6 mm to 10 mm plate | 3.2 mm or 4.0 mm |
| Thick plate above 10 mm | 4.0 mm and above, often with multi-pass welding |
Using a large electrode on thin metal may burn holes. Using a small electrode on thick metal may require many passes and may not give enough penetration if technique is poor.
Current Type: AC and DC
Electrodes are designed to work with certain current types.
| Current Type | Meaning |
|---|---|
| AC | Alternating current |
| DC | Direct current |
| DCEP | Direct current electrode positive |
| DCEN | Direct current electrode negative |
Some electrodes can work on AC and DC. Others are designed mainly for DC. Always check the electrode packet or technical data.
Welding Polarity
Polarity refers to how the electrode and workpiece are connected in a DC welding circuit.
| Polarity | Connection |
|---|---|
| DCEN | Electrode connected to negative terminal |
| DCEP | Electrode connected to positive terminal |
Polarity affects penetration, arc behaviour, electrode melting rate, and bead shape.
Many low hydrogen electrodes such as E7018 are commonly used on DCEP, but welders should always follow the manufacturer’s recommendation.
Electrode Selection
Choosing the correct electrode depends on several factors.
Consider:
- Type of base metal.
- Metal thickness.
- Joint type.
- Welding position.
- Required weld strength.
- Welding machine type.
- AC or DC availability.
- Surface condition of the metal.
- Desired penetration.
- Job specification.
- Skill level of the welder.
- Storage condition of the electrode.
Electrode selection should not be based only on availability. It should be based on suitability.
Choosing Electrodes for Mild Steel
Mild steel is the most common training and fabrication material.
General guide:
| Job Type | Suitable Electrode |
|---|---|
| Beginner practice beads | E6013 |
| Light fabrication | E6013 |
| General repairs | E6013 or E6011, depending on surface condition |
| Rusty or dirty metal | E6011 may be useful where allowed |
| Structural work | E7018 or specified electrode |
| Thicker plate | E7018, E7016, or suitable electrode with correct procedure |
| Root pass on pipe | E6010 or E6011, where specified and properly trained |
For basic training, trainees should first master E6013 before moving to more demanding electrodes.
Choosing Electrodes for Different Metals
Different metals require different electrodes.
| Base Metal | Common Electrode Type |
|---|---|
| Mild steel | E6013, E6011, E7018, depending on job |
| Medium carbon steel | Suitable low hydrogen electrode may be needed |
| Stainless steel | Stainless steel electrode, such as 308L or 316L type |
| Cast iron | Nickel-based cast iron electrode, depending on repair |
| Hardfacing work | Hardfacing electrode |
| Dissimilar metals | Special electrode selected for the combination |
Do not assume one electrode can weld all metals correctly.
Electrode Selection for Welding Position
Some electrodes are easier to use in certain positions.
| Position | Electrode Consideration |
|---|---|
| Flat | Most electrodes are easier to use |
| Horizontal | Requires better control of slag and weld pool |
| Vertical | Needs suitable electrode and controlled technique |
| Overhead | Requires suitable electrode, correct current, and strong control |
All-position electrodes such as E6013 and E7018 can be used in many positions, but the welder’s technique must be correct.
Electrode Selection for Surface Condition
Metal surface condition affects electrode choice.
| Surface Condition | Recommendation |
|---|---|
| Clean mild steel | E6013 or E7018, depending on job |
| Rusty metal | Clean first; if unavoidable, use suitable deep-penetrating electrode |
| Painted metal | Remove paint before welding |
| Oily or greasy metal | Clean thoroughly before welding |
| Galvanised metal | Avoid welding without proper controls; fumes can be dangerous |
| Wet metal | Dry before welding |
Good welding requires clean metal. An electrode should not be used to cover up poor preparation.
E6013 Electrode
E6013 is a common general-purpose electrode. It is popular in training workshops and light fabrication because it is easy to strike and has a smooth arc.
Common uses:
- Beginner practice.
- Light fabrication.
- Gates and frames.
- Sheet and plate work.
- General workshop repairs.
- Tack welding.
- Fillet welds.
- Butt joints on mild steel.
Advantages:
- Easy arc striking.
- Smooth bead appearance.
- Works on AC and DC depending on manufacturer.
- Suitable for many basic positions.
- Easier slag removal compared with some electrodes.
Limitations:
- Not always suitable for critical structural work.
- May not penetrate as deeply as some other electrodes.
- Requires clean metal for best results.
E6011 Electrode
E6011 is a deep-penetrating electrode that can be useful on less clean surfaces and for some repair work.
Common uses:
- Maintenance welding.
- Field repairs.
- Rusty or painted surfaces where cleaning is limited.
- Root passes in some applications.
- AC or DC welding, depending on manufacturer.
Advantages:
- Deep penetration.
- Useful where surface condition is not perfect.
- Can work on AC machines.
- Good for repair work.
Limitations:
- More spatter.
- Rougher bead appearance.
- Requires better control.
- Not as neat for beginner practice as E6013.
E7018 Electrode
E7018 is a low hydrogen electrode used for stronger and more reliable welds when properly stored and applied.
Common uses:
- Structural welding.
- Heavy fabrication.
- Pressure-related work where specified.
- Repair of stronger steel components.
- Multi-pass welds.
- Jobs requiring better mechanical properties.
Advantages:
- Strong weld metal.
- Smooth arc when used correctly.
- Good bead appearance.
- Lower risk of hydrogen cracking when properly stored.
Limitations:
- Requires proper dry storage.
- More sensitive to moisture.
- May be harder for beginners than E6013.
- Slag control is important.
- Requires correct current and polarity.
Low Hydrogen Electrodes
Low hydrogen electrodes are designed to reduce hydrogen in the weld metal. Hydrogen can cause cracking, especially in high-strength steels, thick sections, restrained joints, or critical structures.
Examples include:
- E7016
- E7018
- E8018
Important handling rules:
- Store dry.
- Keep in sealed packaging until needed.
- Use electrode oven where required.
- Do not expose to moisture.
- Do not use if damp or damaged.
- Follow job specification.
Low hydrogen electrodes should be treated carefully because moisture in the coating can affect weld quality.
Stainless Steel Electrodes
Stainless steel electrodes are used for welding stainless steel. The electrode type must match the stainless steel grade and service requirement.
Common types include:
- E308L for many 304 stainless steel jobs.
- E316L for many 316 stainless steel jobs.
- E309L for some dissimilar metal welding, such as stainless to mild steel.
Stainless steel welding requires careful cleaning to avoid contamination. A wire brush used on mild steel should not be used on stainless steel.
Cast Iron Electrodes
Cast iron welding is more difficult than mild steel welding because cast iron can crack easily. Special nickel-based electrodes are often used for cast iron repair.
Important points:
- Cast iron repair may require preheating.
- Cooling should be slow.
- Short weld beads may be needed.
- Peening may be used in some methods.
- Correct electrode selection is critical.
- Not all cast iron can be repaired successfully.
Beginners should only weld cast iron under trainer supervision.
Hardfacing Electrodes
Hardfacing electrodes are used to deposit wear-resistant metal on a surface. They are used to rebuild or protect parts exposed to abrasion, impact, or friction.
Common applications:
- Excavator bucket teeth.
- Crusher parts.
- Agricultural blades.
- Rollers.
- Hammers.
- Cutting edges.
- Wear plates.
Hardfacing is not mainly for joining; it is for surface protection and repair.
Electrode Storage and Handling
Proper electrode storage is important for weld quality. Electrodes can absorb moisture if left in damp environments. Moisture can cause porosity, cracking, unstable arc, excessive spatter, and poor weld appearance.
Storage rules:
- Keep electrodes in a dry place.
- Store in original packaging until needed.
- Keep packets closed when not in use.
- Do not store electrodes on the floor.
- Keep away from water, oil, and chemicals.
- Use dry storage containers.
- Use electrode ovens for low hydrogen electrodes where required.
- Do not mix electrode types without labels.
- Do not use electrodes with damaged flux coating.
Electrode care is part of professional welding practice.
Signs of Poor Electrode Storage
Signs include:
- Damp electrode coating.
- Powdery or crumbling flux.
- Cracked flux coating.
- Rusty core wire.
- Electrode sticking more than usual.
- Excessive spatter.
- Popping sound during welding.
- Porosity in the weld.
- Unstable arc.
- Difficult slag removal.
If an electrode looks damaged or damp, report it and do not use it for important work.
Handling Electrodes During Work
Good handling practices:
- Take only the number of electrodes needed.
- Keep remaining electrodes covered.
- Do not drop electrodes.
- Do not bend electrodes.
- Do not step on electrodes.
- Do not use electrodes with broken coating.
- Do not hold electrodes with wet gloves.
- Keep electrode stubs in a safe container.
- Do not throw hot stubs on the floor.
- Do not mix used stubs with fresh electrodes.
Careless handling wastes materials and reduces weld quality.
Electrode Stubs
An electrode stub is the short remaining piece after most of the electrode has been used.
Safe handling:
- Stop before the stub becomes too short to hold safely.
- Remove the stub carefully from the holder.
- Place hot stubs in a safe metal container.
- Do not throw stubs on the floor.
- Do not leave stubs on the welding table.
- Do not touch hot stubs with bare hands.
Electrode stubs can cause burns, puncture injuries, and poor housekeeping.
Choosing the Correct Electrode for the Job
Use this simple selection method:
- Identify the base metal.
- Check the material thickness.
- Check the joint type.
- Check the welding position.
- Check the required strength.
- Check whether AC or DC is available.
- Check the surface condition.
- Check the electrode classification.
- Check the recommended current range.
- Confirm with trainer, drawing, or job specification.
Do not choose electrodes by guesswork.
Example Electrode Selection
Example 1: Beginner Practice on Mild Steel Plate
- Material: Mild steel.
- Thickness: 4 mm.
- Position: Flat.
- Task: Straight beads.
- Suggested electrode: E6013, 2.5 mm or 3.2 mm.
- Reason: Easy to use, suitable for training, good bead appearance.
Example 2: Light Gate Fabrication
- Material: Mild steel.
- Thickness: Light to medium.
- Position: Mostly flat and horizontal.
- Suggested electrode: E6013.
- Reason: Suitable for general fabrication and neat finishing.
Example 3: Heavy Structural Bracket
- Material: Mild steel or structural steel.
- Thickness: Thick.
- Position: Depends on job.
- Suggested electrode: E7018 or specified electrode.
- Reason: Stronger weld metal and better mechanical properties when properly used.
Example 4: Rusty Farm Equipment Repair
- Material: Mild steel.
- Condition: Rusty and dirty.
- Suggested electrode: Clean first; E6011 may be considered if complete cleaning is difficult and allowed.
- Reason: Better penetration through less clean surfaces, but cleaning is still important.
Example 5: Stainless Steel Repair
- Material: Stainless steel.
- Suggested electrode: Correct stainless electrode such as 308L or 316L type, depending on grade.
- Reason: Mild steel electrodes should not be used for proper stainless steel welding.
Relationship Between Electrode, Current and Technique
The electrode alone does not create a good weld. The welder must also use the right current and technique.
A good weld depends on:
- Correct electrode type.
- Correct electrode size.
- Correct current.
- Correct polarity.
- Correct arc length.
- Correct electrode angle.
- Correct travel speed.
- Clean metal.
- Good joint fit-up.
- Proper slag removal.
A good electrode used wrongly can still produce a bad weld.
Effects of Wrong Electrode Choice
Wrong electrode selection may cause:
- Poor penetration.
- Weak weld.
- Cracking.
- Excessive spatter.
- Porosity.
- Slag inclusion.
- Difficult arc starting.
- Poor bead appearance.
- Burn-through.
- Undercut.
- Lack of fusion.
- Welding difficulty in certain positions.
Choosing the electrode correctly saves time, materials, and rework.
Effects of Wrong Electrode Size
If the electrode is too small:
- Weld may be too small.
- More passes may be needed.
- Welding may be slow.
- Penetration may be poor on thick metal.
If the electrode is too large:
- Thin metal may burn through.
- Weld pool may be difficult to control.
- Excessive heat may cause distortion.
- More spatter may occur.
- Out-of-position welding may become difficult.
Match electrode size to the job.
Effects of Damp Electrodes
Damp electrodes may cause:
- Porosity.
- Cracking.
- Excessive spatter.
- Unstable arc.
- Poor slag formation.
- Poor bead appearance.
- Difficulty striking the arc.
- Hydrogen-related cracking in sensitive jobs.
Damp low hydrogen electrodes are especially dangerous for critical welding work.
Electrode Drying
Some electrodes can be dried or reconditioned according to manufacturer instructions, especially low hydrogen electrodes. This should be done using the correct electrode oven and procedure.
Trainees should not dry electrodes by:
- Placing them near open flame.
- Heating them randomly on hot metal.
- Leaving them under the sun and assuming they are acceptable.
- Using damaged or wet electrodes for critical work.
Drying must follow correct procedure.
Electrode Packaging Information
Electrode packets usually provide useful information such as:
- Electrode classification.
- Diameter.
- Recommended current range.
- Recommended polarity.
- Welding positions.
- Metal type.
- Batch number.
- Storage instructions.
- Manufacturer name.
- Standards or approvals.
- Safety warnings.
Trainees should learn to read the electrode packet before use.
Basic Electrode Safety
Electrode safety rules:
- Handle electrodes with dry gloves.
- Do not use wet electrodes.
- Do not use electrodes with broken coating.
- Do not touch live electrode with bare skin.
- Do not change electrodes while touching the workpiece with bare skin.
- Do not leave live electrode holder on the bench.
- Dispose of hot stubs safely.
- Keep electrodes away from water.
- Store electrodes neatly.
- Use the correct electrode for the job.
Electrodes are simple tools, but they must be handled professionally.
Common Electrode Mistakes
Avoid these mistakes:
- Using any available electrode without checking classification.
- Using damp electrodes.
- Using electrodes with broken flux.
- Using the wrong electrode size.
- Using wrong current setting.
- Using wrong polarity.
- Using mild steel electrodes on stainless steel jobs.
- Storing electrodes on the floor.
- Mixing different electrodes without labels.
- Leaving electrode packets open.
- Using low hydrogen electrodes after long exposure to air.
- Throwing hot electrode stubs on the floor.
- Welding dirty metal and blaming the electrode.
What a Welding Trainee Should Never Do
A welding trainee should never:
- Use an electrode without knowing its type.
- Use electrodes taken from unlabelled containers for serious work.
- Use wet or damaged electrodes.
- Hold electrodes with wet gloves.
- Touch the live electrode with bare hands.
- Strike an arc without PPE.
- Use low hydrogen electrodes carelessly.
- Mix stainless and mild steel electrodes.
- Store electrodes near water or oil.
- Ignore manufacturer recommendations.
- Throw hot stubs where others can step on them.
- Hide poor electrode storage conditions.
Practical Training Activities for This Module
Trainees should practise:
- Identifying different electrode types.
- Reading electrode classification codes.
- Comparing E6013, E6011, and E7018.
- Selecting electrode size for different metal thicknesses.
- Checking electrode storage condition.
- Identifying damaged flux coating.
- Setting current range based on electrode size.
- Striking an arc with E6013.
- Comparing bead appearance with low and high current.
- Removing slag after welding.
- Storing unused electrodes correctly.
- Disposing of electrode stubs safely.
Practical Exercise: Electrode Identification
The trainer provides different electrode packets or sample electrodes.
Trainees should identify:
- Electrode classification.
- Electrode diameter.
- Recommended current range.
- Welding position.
- Current type or polarity.
- Storage instruction.
- Suitable application.
This exercise helps trainees stop guessing and start reading electrode information properly.
Practical Exercise: Electrode Size and Current
Trainees practise using two electrode sizes, such as 2.5 mm and 3.2 mm, on mild steel plate.
They should observe:
- Ease of arc striking.
- Sound of the arc.
- Bead size.
- Penetration.
- Spatter level.
- Slag removal.
- Effect of low current.
- Effect of high current.
This exercise helps trainees understand the relationship between electrode size and current setting.
Practical Exercise: Good vs Poor Electrode Storage
The trainer demonstrates the difference between properly stored electrodes and damaged or damp-looking electrodes.
Trainees should observe:
- Coating condition.
- Arc behaviour.
- Spatter.
- Porosity.
- Slag formation.
- Bead appearance.
This teaches why electrode storage matters.
Real-Life Scenario
A trainee is asked to weld a mild steel frame using 3.2 mm electrodes. He picks some electrodes from an open box on the floor. The trainer stops him and asks him to inspect the electrodes. Some have broken flux coating and signs of moisture damage.
The trainer explains that poor electrode storage can cause porosity, unstable arc, and weak welds. The trainee then selects dry E6013 electrodes from a properly sealed packet, checks the recommended current range, sets the machine correctly, and runs a cleaner bead.
The key lesson is that electrode quality affects weld quality. A good welder does not only control the arc; a good welder also selects and handles electrodes correctly.
Practical Skill Checklist
| Skill | Competent |
|---|---|
| Identifies parts of an electrode | |
| Explains the function of flux coating | |
| Reads basic electrode classification | |
| Identifies common mild steel electrodes | |
| Selects electrode size for simple jobs | |
| Matches electrode to material thickness | |
| Explains AC/DC and polarity basics | |
| Identifies damaged electrodes | |
| Explains proper electrode storage | |
| Handles electrodes safely | |
| Disposes electrode stubs safely | |
| Sets approximate current for electrode size | |
| Explains why damp electrodes are unsafe | |
| Chooses suitable electrode for mild steel practice |
Quick Recap
Electrodes are essential consumables in arc welding. A stick welding electrode has a metal core wire and a flux coating. The core wire melts into the weld, while the flux coating protects the weld pool, stabilises the arc, forms slag, and improves weld quality. Common mild steel electrodes include E6013, E6011, E7018, and E7016. Electrode classification helps identify strength, position suitability, coating type, and current requirements. Electrode size must match metal thickness and current setting. Electrodes must be stored dry, handled carefully, and selected based on base metal, thickness, joint type, position, strength requirement, machine type, and job specification. A good welder does not guess electrode selection. A good welder reads, selects, stores, and uses electrodes properly.